![[…] if you keep using the same old operational methods, regardless of new equipment, you’ll face the same old challenges and reach the same old results (i.e., 60 % operational efficiency).](https://pmpsolutions.ca/wp-content/uploads/2022/04/same-old-results.png)
Another way of raising profits is to improve capacity by installing new equipment or building a new, turnkey factory. This is also in line with the mass production approach: more capacity means more throughput means more profits. Very large operations like Weyerhaeuser, West Fraser Timber, or Canfor are in a better financial position to purchase turnkey plants, but new equipment is not out of reach of small plants.
One flaw of this approach is that to successfully increase production capacity depends, among other things, on your ability to secure the necessary lumber to support your increased capacity. Other factors include availability, shipping costs, lead times, etc., which may end up significantly eating into your profits.
Furthermore, despite state-of-the-art equipment or a shiny new turnkey sawmill, most operations still usually taper at an operational efficiency (OE) of around 60 %. That’s because new equipment only addresses mechanical issues, not operational issues. Many people throughout history have been attributed to say: “Insanity is doing the same thing over and over again, but expecting different results.” Applied to your context, it means that if you keep using the same old operational methods, regardless of new equipment, you’ll face the same old challenges and reach the same old results (i.e., 60 % operational efficiency).
This leads us to address the third and, arguably, most difficult way of increasing profits: taking advantage of your operational technologies (your PLCs and the data they generate—other buzzwords include the industrial internet of things (IIoT) and business intelligence (BI)) to improve your business and operational processes. We believe that this is the best way to achieve long-lasting results.
Effectively manufacturing a more valuable product mix involves carefully balancing effective sales planning (usually over a 3–4-week horizon), effective operations planning (i.e., synchronizing sawing, drying, and planing), a clear understanding and effective inventory level management, and getting good-quality products. This means having the complete control of your value chain—not a small task and one that can only be done with a hefty dose of data.
Some software solutions on the market address several of these challenges for the wood transformation industry (OPER8, DGS Manager, PMP TeamMate™, for example) to varying degrees of success. It still requires a good amount of human intelligence to transform the information delivered by these solutions into actionable insights that will drive profits up. Under the right leadership, PMP TeamMate is known to drive operational efficiency up 20 % or more.
So, this avenue (used with the other two above or not), is the most challenging because it requires a real desire for change driven by strong leadership and commitment. It is, however, the improvement method that will yield the most long-lasting results.
Introduced by Eliyahu M. Goldratt in his 1984 book titled The Goal, the theory postulates that only a very few constraints prevent manageable systems (such as a wood transformation plant) from reaching more goals. The theory’s framework helps you identify the constraint(s) and restructure the rest of your organization around them to improve results.
The theory of constraints uses the common idiom a chain is no stronger than its weakest link to express that an organization or process is vulnerable because its weakest part can always adversely affect outcomes.
Implemented correctly, the theory of constraint can help you target efforts at those areas that need it the most instead of reducing operational tasks to their simplest elements and optimizing locally.


The terms bottleneck and constraint are often used interchangeably to some confusion. Bottlenecks are temporary overloads on resources (human or machine). Causes can be anything from unplanned downtimes, absenteeism, missing tools, unexpected shortages, etc. While bottlenecks can cause serious delays, they can all be fixed.
Constraints, on the other hand, persistently limit throughput. For example, equipment that can’t go any faster because it’s already operating at maximum speed, or a process that can’t take less than a certain amount of time to complete. From a value chain standpoint, not all constraints are worth reorganizing for because they have nothing to do with your operations and can’t readily be controlled. An outrageous regulation or a persistent raw material shortage limiting your ability to fulfill orders are good examples. Having no control over those, we won’t spend any time on them.

Wood transformation plants face several unique challenges that are different from one transformation process to the other.
Your sawmill works as a discrete process. At very high efficiency levels, it can come very close to a continuous process.
A mill produces a finite number of packages during a production run: an average-sized mill outputs about 60, a stud mill about 35 to 40, and a specialty sawmill up to about 100 or more. However, the variations in timber diameters affect the output volume of your sawmill, as do the uptime and efficiency of your equipment, so these numbers vary.
The number of specific packages can also vary greatly—from several a day to one every few weeks, depending on the products. Moreover, what you want from the sawmill is a series of packages uniformly having set characteristics: usually the species (spruce/fir/jack pine (SFP)), square dimensions (2×3, 2×4, etc.), length (6–16 ft), and, occasionally, weight.
To process the packages at the kilns, the wood from the sawmill must be sorted according to these characteristics. Sorting usually uses species + square dimensions + length or square dimensions + length to enable faster planing.
This introduces interesting inventory management and planning challenges because drying is a batch process, forcing the lumber from the sawmill to sit in the yard. The longer lumber sits in the yard, the longer your money sits there, too—but it still needs to be dried.
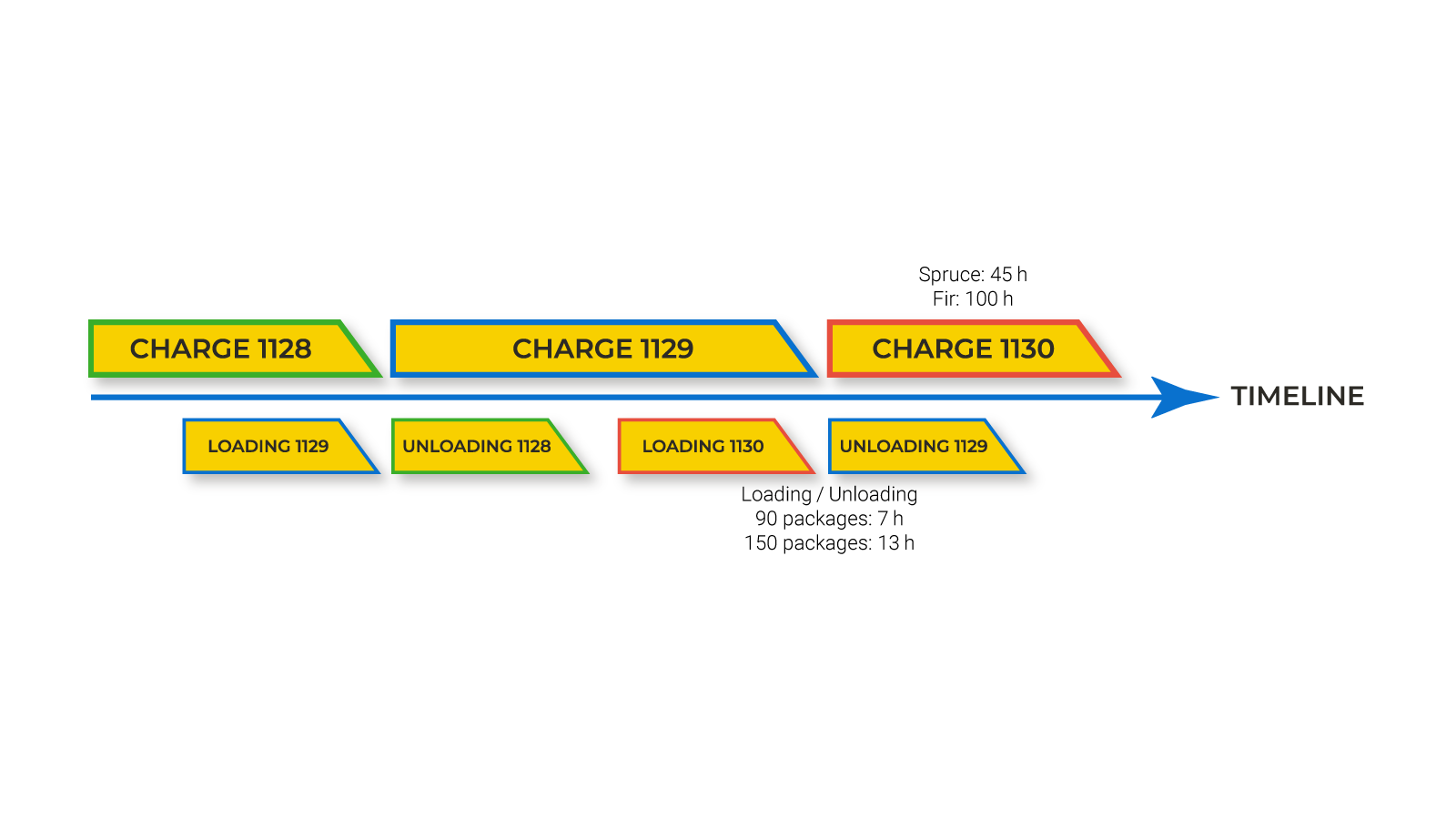
As previously mentioned, unlike milling, drying is a time-consuming batch process. The area surrounding a kiln is typically divided into three zones: loading, drying, and unloading (but there are also kilns whose loading and unloading zones are the same). Charges in the loading zone are composed of wet lumber packages with similar characteristics (usually the time it takes them to dry and their moisture content).
Charging and drying practices vary wildly from one plant to the next, but one thing is constant: charges are so many packages wide, high, and deep, usually stacked from the bottom layer up for stability.
The ratios of species in a charge can impact the drying time and the quality of the products coming out of the kilns. The time the timber and the lumber from the sawmill spend in the yards can also affect drying times and the quality of end products.
All these elements pose unique and complex planning challenges.

Lastly, planing is the discrete process that outputs distinct products. The quality of the drying process influences the productivity of planer mill and the quality of finished products. Simultaneously, productivity impacts output volumes.
There are as many production recipes as there are packages from the sawmill. The final products from the planer mill depend on the supply and its characteristics, but packages are all processed regardless. Each package at the planer mill infeed can yield 10 to 20 different products to maximize value.


Sales are usually planned for a period of three to four weeks. Operations chooses product recipes to meet the plan, based on available timber (composing the log diet). Sawmill lines are finally configured to run at speeds that technically maximize throughput for the selected recipes.
Operating a line at constant speed fails to account for the variability of the log diet, which usually reflects poorly on equipment efficiency (empty lugs). However, the equipment isn’t to blame—the log diet is.
As you’ve noticed, there’s a basic unbalance between sawing and drying—sawing is a discrete process, drying is a batch process. This is usually handled by stocking wood in the lumber yard, which means money sleeping in the yard (sometimes months on end) and a potentially significant drop in the quality of finished products.
Some lumber (dimensions, species, etc.) dries better together. The time it takes to assemble “perfect” charges is a significant constraint. If packages spend two or three weeks in the yard before they’re charged kiln drying, they air dry at a rate of approximately 1 % a day. So doing, these charges may no longer have the optimal moisture content to dry well with other products, impacting quality.
On top of that, here are other factors that contribute to your wood spending more time in the yard:
Of course, the power and dimensions of your kilns also influence drying times.
The only way to mitigate the constraints generated by the different natures of the sawing and drying processes is planning—in the lumber yard.
From an operating standpoint, planing is the conductor of your wood processing plant: sales planning dictates what needs to come out of the planer mill, which in turn dictates what must come out of the sawmill and kilns, as well as when.
The planer mill creates a permanent constraint on the entire wood processing plant because its sole purpose is to perform well enough to output the promised products out of what was manufactured by the sawmill and dried by the kilns. Mechanical and human bottlenecks can account for some of the mill’s failure to deliver, but poor sales planning is the main culprit when it comes to creating constraints.
Indeed, poor sales planning can disrupt the proper working of the planer mill by forcing it to manufacture unplanned products needed to meet sales promises in a way that doesn’t maximize the value of the raw material. Therefore, at this level, the constraint to be addressed is the disruption from improper sales planning.
A wood transformation plant is an organism. If it’s healthy, it’ll do what it’s supposed to do. However, the mass production approach used in managing it uncouples processes that should be thoroughly integrated because it pays little attention to how they influence neighboring processes and, indeed, your entire operation. This management method is usually responsible for unnecessary bottlenecks, while your energy and efforts should be spent on the constraints on your operations—namely, S&OP, your log diet, and lumber yard planning (a subject we’ll elaborate on in a forthcoming article, but basically contributes to milling and drying synchronization).
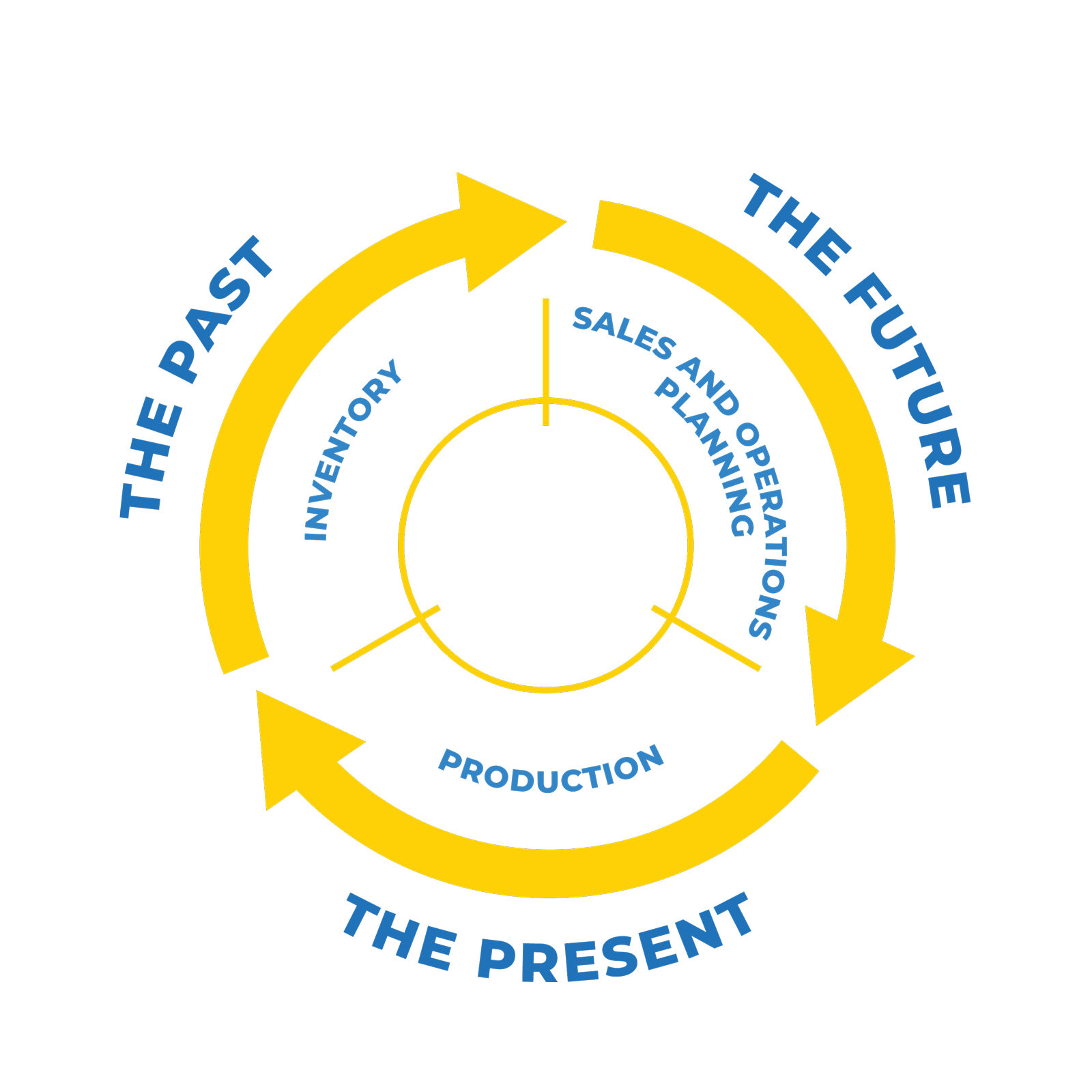
PMP SOLUTIONS understands, through 15 years of sawdust on our work boots, that the obvious culprit constraining your operations is often not the right one. Most performance systems available on the market focus on the bottlenecks—usually machine—with tools to help you optimize throughput, predict downtimes, improve quality. But they do that without helping you couple your processes together and actually do better. We’ve learned that only by mastering The 3 Pillars—the past, the present, and the future—of your operations can you achieve enduring better results.
LEARN MORE ABOUT THE 3 PILLARS
PMP TeamMate is designed around the idea of minimizing disruptions from your constraints to maximize value. In other words, it helps you—with a proven track record in over 100 wood transformation plants across the United States and Canada—to get you the most out your mill.